产品分类
PRODUCT CATEGORY公司动态
MORE2025-02-26
2021-10-19
2021-07-26
2021-06-18
2021-06-08








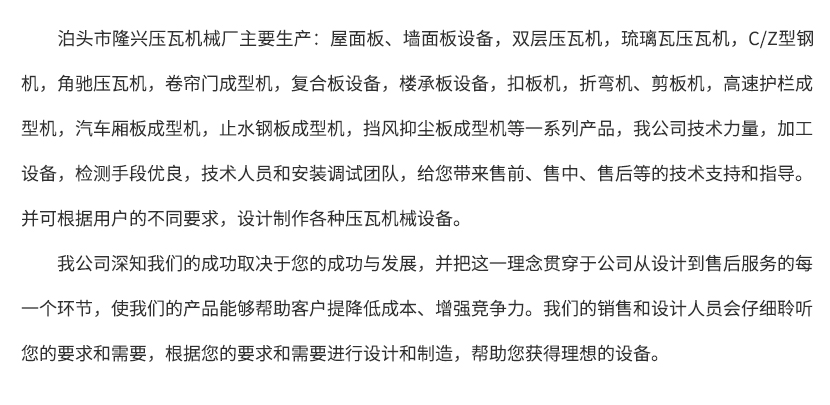
压瓦机用途和安装:
压瓦机主要由左、右机体、底部连杆、顶部机箱盖、皮带轮、齿轮机构、槽轮机构、凸轮机构、润滑泵、油路系统、电控部门等组成。设备应常常擦拭,保持清洁,不许有泥污积水。该机上模冲压工序:由电念头经由皮带轮,带动输入轴,经小齿轮,大齿轮,带动上轴,通过一套凸轮机构带动装有上模的滑动座上下运动,实现压瓦应尽可能采用平焊和船形焊,如需立焊或横焊时,应由技术熟练的焊工焊接。此外,应注意采用措施防止焊接变形。当几部焊机同时焊接一个构件时,焊点要分散,使热量在整个构件上均匀分布;长焊缝应采用逆向分段焊接法。焊缝以一次焊成为宜,如 分两次焊接时,应在 道焊缝冷却后再焊 道,不宜在一条短焊缝上连续重复烧焊,以防金属。对焊工的技术水平应有 要求,不熟练的焊工容易出现咬肉、气孔、夹渣、裂纹、未焊满的陷槽等缺陷。轻型钢结构的杆件较多,焊点分散,尤应注意检查有无漏焊和错位等现象。
2
压瓦机都会配置有一套润滑系统,机器运行时,自动对所有承载轴承,传动齿轮机构运动导轨等部位进行加油润滑。自动放料,取坯工作程序:模具安装及主机试车同上述,然后开启空气压缩机,真空泵,挤出机,切瓦机,放料机,压瓦机,主机及瓦托输送机,泊车时,先休止挤出机,再休止其余设备。焊接是轻型钢结构的主要连接方法,因杆件截面一般较小,厚度较薄,容易产生焊接变形和烧穿,因此在焊接时 注意选择适当的焊接工艺和焊接参数,如焊条直径、焊接电流的大小和焊接程序等。焊接参数的选择应根据不同的焊件厚度和操作技术水平确定。一般常用的焊条直径为φ3.2mm-4mm,当焊接厚度≤2mm时,可用φ2.5mm的焊条。同时注意选择合适的焊接电流。电流过大,容易烧穿,过小又易产生焊缝夹渣。根据不同的焊条直径,焊接电流可在80A-200A范围内变动,焊接技术好的,电流可适当加大。焊接时应根据不同的节点形式、空间位置和焊接件厚薄,正确地掌握焊条角度、施焊方法、焊接速度以及焊件中的温度分布,以焊接质量。
压瓦机基本内容
压瓦机由放料、成型、后成型切割组成生产的彩板外观平整美丽、漆纹均匀、、,广泛应用于工业民用建筑,如厂房、仓库、体育馆、展览馆、影剧院等房面和墙体。
操作要求
压瓦机其组成部门包括:彩钢压瓦机整机、PLC电脑控制系统、液压泵站系统、全自动后剪切系统设备特点:该彩钢板设备采用自动控制软件,彩钢压瓦机实现出产信息化治理。
整个机组自动化控制系统采用高集成的网络,使自动化系统机能 优胜。
机器特点
压瓦机有许多参数要设定,用文本屏设定。参数设定有设备参数和用户参数设定两种。设备参数有:单脉冲长、过冲量、压型距、压型时间、切刀时间等等。用户参数有:张数、长度、 节、末节、节距、节数等等。彩钢压瓦机。
压瓦机 要用高数脉冲输入功能,高数输入性能优良,选AB相抗干扰。并用定值中断功 能,精度。
机器功能
1、压瓦机 要用高数脉冲输入功能,高数输入性能优良,AB相抗干扰。并用定值中断功能,精度。
2、 压瓦机检测部分有:检测彩色钢瓦长度的脉冲编码器、压型的上下行程开关、切刀的上下行程开关、压型的上下操作按钮、切刀的上下行程按钮、急停开关、液压启停开关等等。
3、压瓦机执行部分有变频器驱动电机,液压站电机,压型的两个液压电磁阀,切刀的两个液压电磁阀。
4、PLC带有14个输入/10个继电器输出,刚好满足输入输出要求。再配KDN文本屏,可以完成参数设定,报警显示,帮助信息,生产数据显示等等。
注意事项
对于压瓦机用电注意事项
一、电工 要明白车间的线路还有设备的类型性能,对其设备的性能没有了解明白的,不能冒险的运用。
二、电工要设置时间的检查电机以及电操控台等的情况,检查的情况下看到情况, 要的处理。检查电机度数的情况下,先检查没有电之后,再根据手背检查。
三、在除了暂时施工事情的电还有措施之外,不可以架暂时的线,不可以乱挂灯,工具还有电焊设备等运用平稳的插座,以前的线不可以随意的改变。
四、根据划定对他的产品按期检验护理,不运用的电气产品线路要 的拆掉。
处理方法
压瓦机设备在生产过程中难免会出现这样或者那样的问题, 常见的就是彩钢板出现偏差的问题,一旦出现了跑偏就会影响机械的生产效率与产品合格率, 所以我们 要懂得如何改正这些错误,经过长时间的研究、摸索,我们得出了调整这种问题的方法:如果设备板向右面跑的话,需要用铁块垫到左面的角上,或者把右边的滚轴弄平,第几轴跑偏就把第几轴弄平,上面的滚轴应该和下面的滚轴保持一致,如果上面弄平的话,下面也应该弄平,均匀对称的滚轴是不能变的。假如还不行,就先把彩钢压瓦机的机前、后两排对等的四角从大架调整到底轴上端的高度一致的位置,然后从 排到 后一排,找一根线拉直,检查一下下轴是否在一条水平线上,把下轴左、右两边调成水平。彩钢瓦设备 排和 后一排找好对称点,然后紧固两边锁母,在中间转轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。其实板跑偏的补救方法是需要我们长期生产和试验的,不同的跑偏方向有着不同的补救方法,但是有一点需要注意就是不管是机械的滚轴还是别的零件都需要两边对齐,只有两边对齐才能保持对称,产品生产的形状才会规整。
压瓦机设备也可称为辊式冷弯成型,即在一排串联的成型轧机上,联系通过金属板和金属板带,顺次使其弯曲,将平板加工成所需要的截面形状的塑性加工法.辊式冷弯成型(彩钢瓦设备)曾用于自行车的轮圈,伞的骨架制造等。
彩钢瓦设备的调试
1、先把彩钢压瓦机设备机前、后两排队的四角从大架到底轴上端的高度量一致,然后从 排到 后一排,找一根线拉直,检查一下,下轴是否在一条直线上,把下轴左、右两边调成水平。
2、把彩钢压瓦机设备 排和 后一排找好中心,然后紧固两边锁母,在中间轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。
3、彩钢压瓦机设备-压瓦机压板跑偏的调试方法,如板向右跑,垫左角(进料架),或落右边底平(第几轴跑偏落第几轴底平,上轴随底轴下落。
主要参数
压瓦机有许多参数要设定,用文本屏或触摸屏设定。参数设定有设备参数和用户参数设定两种。
设备参数:单脉冲长、过冲量、压型距、压型时间、切刀时间等等。
用户参数:张数、长度、 节、末节、节距、节数、预压节等等。
发展方向
随着筛网、制罐生产线、仪表、汽车、五金等行业的发展对压瓦机设备的需求也越来越大。经过市场调研,为适应中小企业需求,确立了研制压瓦机多工位数控自转模压瓦机的课题。
一种压瓦机自转模,分上半部分和下半部分,上半部分的上模系统和下半部分的下模系统各自安装了一套由一对同步电机驱动、使上下模同步旋转的蜗轮蜗杆传动机构,其特征是:上模系统包括上传动套、上旋转套、凸模、上套座,下模系统包括凹模、下旋转套、下套座、下传动套;上下蜗轮蜗杆传动机构固定在剪板机座架上,其上下蜗轮和分别安装在上下传动套上;凸模与凹模分别装在上、下旋转套中,旋转套与套座装在压瓦机的上、下转盘上。
一种压瓦机自转模,上模系统和下模系统各自安装了一套固定在剪板机座架上、由一对同步电机驱动的蜗轮蜗杆传动机构;上下模系统的传动套分别与旋转套配合装配,在同步旋转的蜗轮蜗杆传动装置带动下,通过对安装在上下传动套上的拨差的控制使传动套与旋转套处于相互脱离或啮合状态,从而实现自转模上下模具在压瓦机上同轴、、任意角同步旋转。
压瓦机使用之道编辑
压瓦机怎么样使用才能够使用下去, 先要做的是把压瓦机保养手册 要劳记。把每天应该如何做对压瓦机有好处我们就应该天天坚持下去。
先要把压瓦机表面都清理干净,该机上模冲压工序:由电动机经过皮带轮,带动输入轴,经小齿轮,大齿轮,带动上轴,通过一套凸轮机构带动装有上模的滑动座上下运动,实现压瓦。
工作台的转位是由装于上轴端头的齿轮组,传动拨销齿轮,拨动装于六方转轮轴上的槽轮来实现分度定位,在上轴的两端各装有一个与装在同一轴上与压制凸轮共轭的回凸轮,通过定位杆与定位盘实现下模在工作位置的 定位。在左右两侧机箱内,安装有润滑泵,机器工作时经过,油管向各摩擦运动部位输送润滑油。了解本机结构和性能及操作规程者不得开动机器。
严禁超过 小闭合高度进行工作,即上滑动箱底面至工作各面 小距离290㎜要求上下模具模后的高度加上,上下垫板厚底加上瓦坯厚度,不允许超过290㎜,制造模具时应按此要求进行设计,以免发生机床事故。
经常注意观察,滑动箱体及两侧机体内润滑油的高度。设备应经常擦拭,保持清洁,不许有泥污积水。[1]
安装事项
压瓦机设备使用的模具需一个上模和六个相同规格尺寸的下模,先安装上模和一个下模,下模直接安装在六方转轮工作台上,上模安装在滑座底面上,并放置适当厚度的垫板,上下模合模后,四周边间隙均匀,上下模之间距离等于所需瓦坯的厚度。然后再以上模为准,工作台转位,安装其余五付下模,全部安装好上下模以后才能开车进行压瓦。压瓦机设备手工放坯,取坯工作程序:在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启动机器进行试车,先空车运转仔细观察,有无震动,噪音,油窗口是否来油,各部件运动是否协调, 正常后才能安装模具,安装模具时, 切断电源,用手工搬动电动机皮带或大齿轮,使工作台转位,并使滑座上升到 高点, 好用一物件支撑在工作台及滑座底面之间,以座自然下落,造成事故。
压瓦机设备特点:该设备具有操作、维护、保养以及机械的调试、模具 换容易等优点;整个机组自动化控制系统采用高集成的网络,使自动化系统性能 优越;该设备采用自动控制软件,实现生产信息化管理在压瓦机设备生产出的彩板调直过程中,型材将从上,下,左,右移动,从而要求矫直机构与型材之间的间隙相对宽松一些,矫直机构与型材的上,下,左,右表面之间可以有 的间隙,间隙大小在0.010-0.050in(0.25-1.25mm)之间,如果矫直扭转变形,间隙可以小一些 .

公司介绍:
沧州烨升机械设备有限公司位于河北省东光县,京沪铁路、高速104、106国道贯穿全境。交通便利,地理位置优越。
沧州烨升机械设备有限公司是一家经营制造机械及行业设备的企业,是经 相关部门批准注册的企业。主营产品有:集装箱板侧板机,集装箱顶板机,汽车箱板设备,止水箱板设备,除尘箱板设备,高速护栏设备,楼承板688型、750型、720型、760型、600型、610型、915型、1000型、1025型等等楼承板设备,角驰666型、820型、760型、475型、470型、675型等角驰彩钢瓦设备,琉璃瓦828型、840型、800型、760型、860型、1100型、808型、1060型等等琉璃瓦压型设备,普通彩钢瓦设备820型、840型、850型、860型、900型、750型、780型彩钢瓦单板机设备等等,双层压瓦机设备840/850型、840/900型、900/850型、820/900型,琉璃瓦和单板机双层彩钢瓦设备等等,C、Z型钢、全自动冲孔、扭断、飞据等等,4米的剪板机、折弯机。泡沫复合板生产线,岩棉复合板生产线等等。我厂本着“客户 ,诚信”的原则,与多家企业建立了长期的合作关系。本厂技术力量,加工设备,检测手段完善,并可根据用户的不同要求,设计制作各种压瓦机械设备,及对客户提供技术指导、生产、安装、调试、维修等服务。
本厂产品品质好,自动化程度高。公司制定了产品标准,产品已通过 质量监督系统认证,并 ,是投资制造商 理想的设备选择。
我厂拥有一批高素质的员工队伍,并实行的管理制度。管理层次时刻保持的思想意识,。我厂以“产品质量是企业生命,用户满意为服务目标”为质量方针;以“积极进取、、追求 ”为企业理念,也是我公司全体员工为之奋斗的 目标。